
Introduction

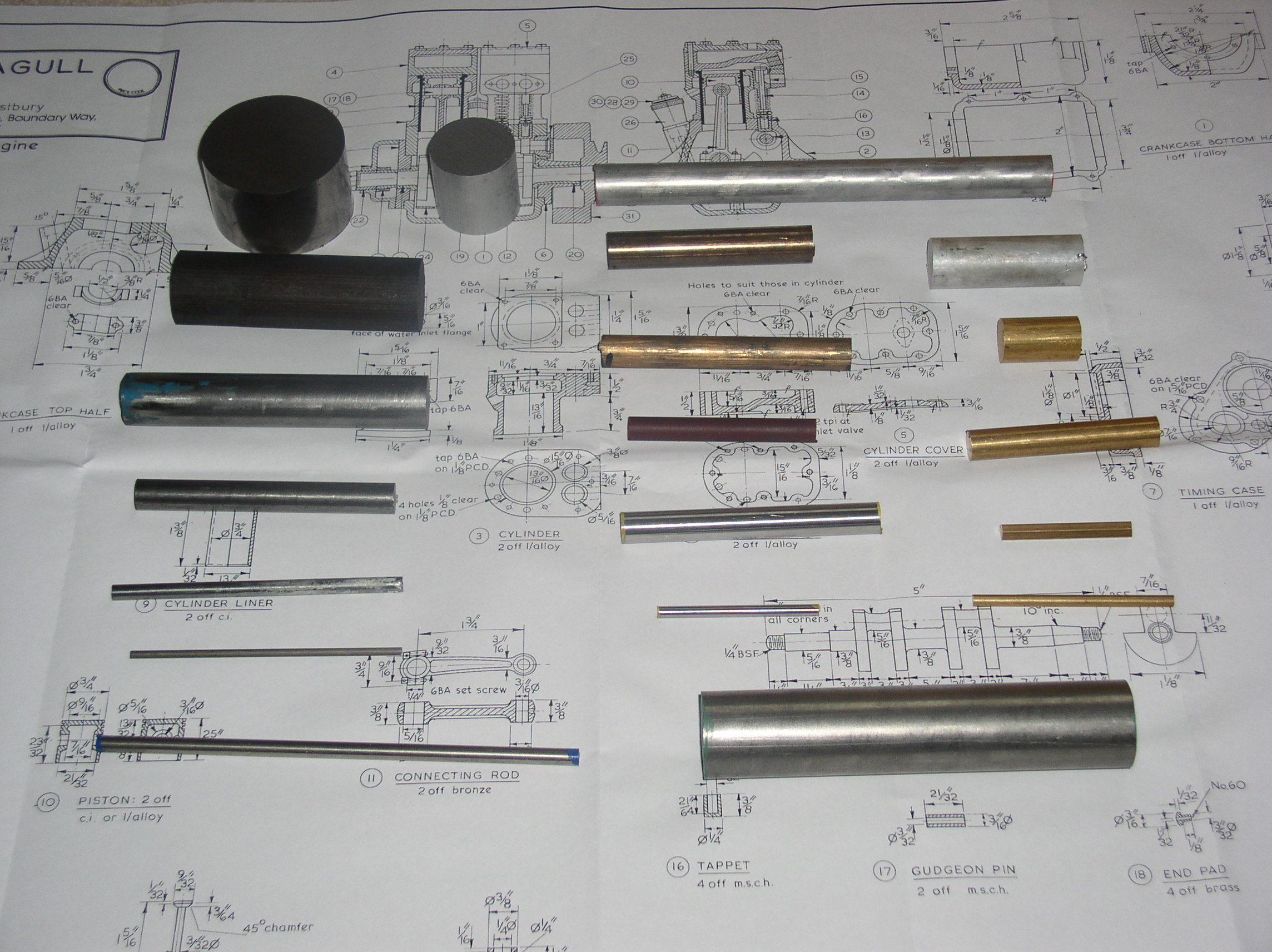
For many years my model engineering time seems to have been spent toolmaking. Faced with the imminent prospect of having to make a start on a Quorn tool and cutter grinder, I decided that it was high time I actually made a model. I wanted a reasonably easy, short, self-contained project that would consist mostly of machine work, and thought a petrol engine might be the thing. Looking at the engines available from Hemingway Kits, I thought a single a bit ordinary but a 4-cylinder too much work. The Seagull and Wallaby are twins, and I went for the Seagull as the simpler and cheaper kit, and it duly arrived for Christmas 2009. The kit was, by agreement, initially short of one cylinder and the sump, which were out of stock at the time, but were delivered a few weeks later.
These pages contain a detailed record of my attempt to make the engine, and as such it is unlikely to be of much interest to anyone but other model engineers, and probably not even to most of them. It is not advice or instruction, and I certainly do not claim to know the best way of doing anything. It is merely a record of what I thought and did. It is a blow-by-blow account edited from my notes written in the shop, at the time, and records most of the embarrassing mistakes. If, as a result, anyone finds in it anything helpful that is all to the good, but if you want to follow any of my methods that is your decision based on your own knowledge and judgement of what you are comfortable with. If you make an expensive mistake or hurt yourself, that is your responsibility. Take care. Have fun.
This is not a blog, but you can email me about the site. It is obviously also a work in progress. For the technical, I am using a bit of rudimentary php to assemble the pages.
.
General design considerations
Where I have ideas about the design of a particular part or assembly I discuss it under its own heading. These are some general thoughts.
Threads and Fasteners
Most of the fasteners are specified as 6BA. If bolts are used then M3 could be used as an alternative, which would allow cheaply available commercial cap heads to be used, but space is very tight in places like the cylinder head, and the extra size could make a difference, especially as metric cap heads have disproportionately large heads. So the first decision is whether to use cap-head bolts or studs and nuts.
If I am making a model rather than just a very small petrol engine, then it would probably be more authentic to use studs and nuts rather than bolts, especially as this design represents something of a period piece. Studs would have to be home-made, and as the engine requires something like 50 of them, it would be quite a job. Even so, I think that is the way to go. BA it is then.
It is desirable to obtain the usually advised minimum of 7 threads in tapped holes. In 6BA, a that means a threaded length of 5⁄32".
Timing gear train
It would have been better, from the point of view of smooth running and evening out wear if the idler gear had been specified with a 'hunting tooth'. Using 19 or 21 teeth means that over a number of revolutions, each idler tooth meshes with every tooth of the other gears, instead of always with the same ones as designed.
Design & Drawing Problems
Crankcase & Centre Bearing cap
The width of the centre bearing seating is shown as 3⁄8" for both parts, while the bearing itself has 7⁄16" between the flanges. The 7⁄16" figure works better. The top face of the crankcase shows a tapped hole between the pairs of tappet bores. For a long time I could not find its purpose. The text mentions a locating screw for a putative centre bearing for the camshaft.
Carburettor mounting flange
The size and shape of the Carburettor Body mounting flange does not match its corresponding flange on the Inlet Manifold.
Valve Guides
The valve guides appear to be copied from the Seal. The Seagull head is 1⁄16" thicker and the guide should probably be correspondingly longer.
Cylinder Head and Cover
There is confusion over width, which should be 15⁄16" to allow clearance between the two, but is sometimes shown as 13⁄8". The head bolt hole positions are also doubtful and the bosses cast into the cylinder head covers do not correspond with the drawing. The two holes by the valves are particularly critical as the cast combustion chamber may be wider than the drawn dimension, leaving only a narrow width of bolting face to accommodate the bolt and form a seal, while also ensuring complete bosses for the nuts.
Crankshaft bearings
There are numerous errors in the lengths of these parts. If the spigot on the timing end housing is 5⁄32", as shown, the flange on the timing end bearing bush should be 3⁄32" thick, not 1⁄8", the same as all the others, the overall length remaining at 3⁄8".
At the flywheel end the bearing bush is drawn correctly but the housing is wrong. If the spigot into the crankcase is 3⁄16" deep, the counter-bore for the bearing flange should only be 1⁄32" deep, not 1⁄16". Alternatively, the spigot length could be reduced to 5⁄32", to match the timing end housing, in which case there would be no need for a counter-bore. The nose is also shown 1⁄32" too long for the repositioned bearing.
The centre bearing is correct, with 7⁄16" between the flanges, but the crankcase drawings show the housing and cap machined to 3⁄8" long. This should be 7⁄16" to match the bush. The width and hole spacing for this cap are given as 1-1⁄8" and 7⁄8" respectively, whereas the cap is clearly drawn 1" wide with the holes at ¾" centres. It makes more sense as drawn, rather than as dimensioned.
Camshaft bearings
Camshaft bearings: are shown as ½" OD, to fit in a 9⁄16" dia tunnel. They also need some form of cut-away to clear the tappets. The bearing inside faces and cam sides should determine end position, not the timing gear which is mounted on a taper.
Timing gear
The offset in the camshaft timing gear needs to be the other way, or only half the length of the teeth will be in mesh. Though I can't see why it should not be wider anyway.
Summary of Kit Problems
Here I intend to put a roundup of things to be especially aware of. It should always be possible to get the required part out the supplied castings and materials, but sometimes this requires a good deal of care and planning. That is part of the job of making up the kit. Perfection in sand castings this small is asking too much. If a casting is undersize or misshapen or has blow-holes or will not machine well, to the extent that it proves impossible to get a good part out of it, then it should be replaced.
- Crankcase: breather position, core positions
- Cylinder heads: scant sizing on long dimension, lack of metal above plug hole
- Valves: the material initially supplied was ¼", too small for 9⁄32" valves, this has been rectified and kit makeup list corrected, so it should not happen again.
- Stock Materials: hard to reconcile materials supplied with requirements.
Sealants and Adhesives
ETW refers to varnish. I expect to use Loctite in most instances where a press fit is called for, and to try Hylomar for sealing joint faces.
Much later - I tried Hylomar, but have found Wellseal more suitable.
Finish
In general, this engine is meant to be something of a quickie job, but I am supposed to be a perfectionist so it would be silly to produce something that looked crap. Finish options include polish, matt or paint. For the style of engine, paint would perhaps be more appropriate, as in full size it would probably be mostly iron. In the model, filler under paint could be used to hide blemishes, but a good paint job would be a hell of a lot of work - which I do not want on this one. I think a polish is equally unsuitable here - it is not a motorbike. This leaves us with a textured finish. I need to try a bit of ally in the sand-blast I have access to. The castings will need some cleaning up before this is done to get lumps off and generally fettle them nicely. Can good protection be provided for machined surfaces, or will the pre-sand-blasted surfaces have to be protected during manufacture? To clean up the casting surfaces between bosses it may be a good idea to get a Dremel?